สําหรับการเปรียบเทียบเครื่องบรรจุถ้วย k เชิงเส้นกับโรตารี่เริ่มต้นด้วยเป้าหมายถ้วยรายเดือนของคุณรูปแบบพื้นผสม SKU และข้อมูลจําเพาะความสดใหม่ โรตารีสามารถเป็นสายเริ่มต้นขนาดกะทัดรัดที่เหนือกว่า การผลิตเชิงเส้นหลายเลนสามารถเป็นทางเดินที่มีปริมาณมากที่เหนือกว่า.
ข้อมูลจําเพาะด่วน: คําตอบสั้น ๆ
เลือกโรตารี่เมื่อโรงงานของคุณต้องการเครื่องบรรจุขนาดกะทัดรัดการไหลของผู้ปฏิบัติงานคนเดียวและผลผลิตปานกลาง เลือกเชิงเส้นเมื่อแผนการเติบโตของคุณต้องการช่องทางมากขึ้นการทํากล่องดาวน์สตรีมหรือการผลิตขนาดใหญ่ ใช้ตารางด้านล่างเป็นหน้าจอหลักก่อนที่จะขอ เครื่องบรรจุเค-คัพ อ้าง.
| จุดตัดสินใจ | แผนผังโรตารี่ | เค้าโครงเชิงเส้น |
|---|---|---|
| ผู้ซื้อที่เหมาะสมที่สุด | เครื่องคั่วเริ่มต้น แบรนด์พิเศษ กลุ่มผลิตภัณฑ์ฉลากส่วนตัวนําร่อง | การปลูกเครื่องคั่ว, ผู้บรรจุหีบห่อร่วม, สาย CPG อุตสาหกรรม |
| ตัวอย่างความเร็ว AFPAK สาธารณะ | RN1S 50-70 CPM และ AF-RN120 สูงถึง 120 CPM | HB410 200-400 ซีพีเอ็ม; กลุ่มผลิตภัณฑ์ช่วง 40-600 CPM |
| ความเสี่ยงหลัก | ขยายตารางดัชนี การบรรจุขั้นปลาย หรือการปฏิเสธการจัดการ | การซื้อความยาว สาธารณูปโภค และระบบอัตโนมัติมากกว่าความต้องการในปีแรก |
แต่ละเลย์เอาต์จะย้าย K-Cups ผ่านการเติม การชะล้างไนโตรเจน และการปิดผนึกอย่างไร

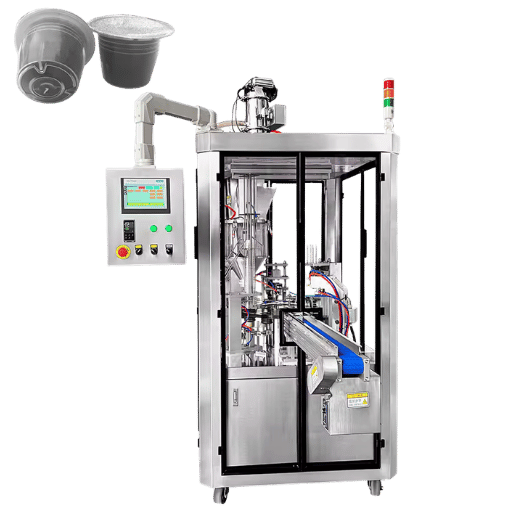
เครื่องโรตารี่ดัชนีถ้วยในวงกลม ในขณะเดียวกันเชิงเส้นใช้ถ้วยลงไปตามสายพานลําเลียงตรงหรือชุดเลน ทั้งสองรูปแบบสามารถทําลายถ้วยกาแฟปริมาณไนโตรเจนล้างใส่ฝาปิดผนึกความร้อนตรวจสอบและการดีดออก; ความแตกต่างคือการเข้าถึงของผู้ปฏิบัติงานจํานวนเลนและการไหลปลายน้ํา.
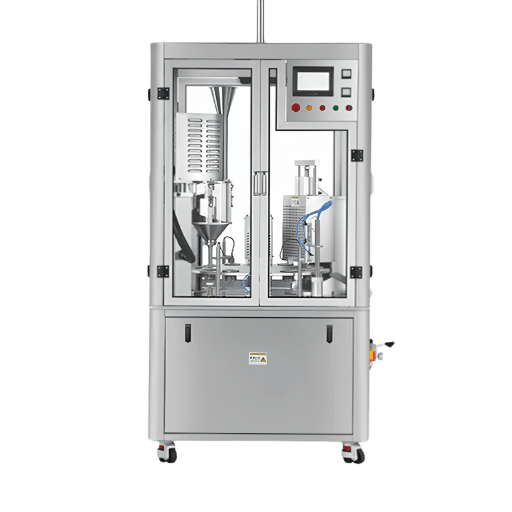
บนเครื่องบรรจุแบบหมุนการจัดการถ้วยจะแน่น สถานีหมุนรอบศูนย์กลางดังนั้นรอยเท้าขนาดเล็กสามารถปิดล้อมการทําลายการบรรจุการปิดฝาการปิดผนึกและการดีดออก นี้จะทํางานเมื่อผู้ประกอบการ 1 ต้องดูเซลล์แน่นและเมื่อครอบครัว SKU อยู่ใกล้กับถ้วยและฝาปิดเดียวกันรูปร่าง สําหรับบริบทของผลิตภัณฑ์ดู AFPAK เครื่องบรรจุเค-คัพ หน้า.
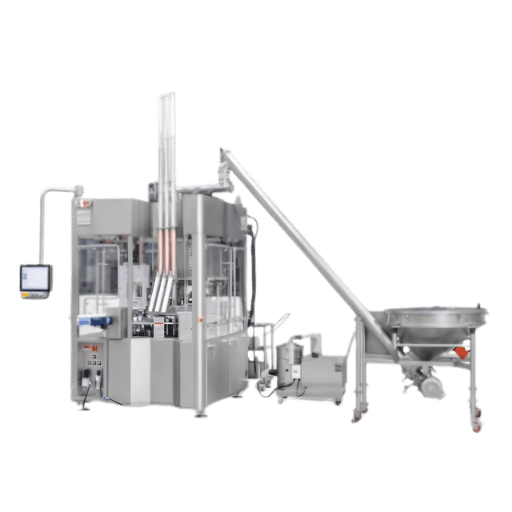
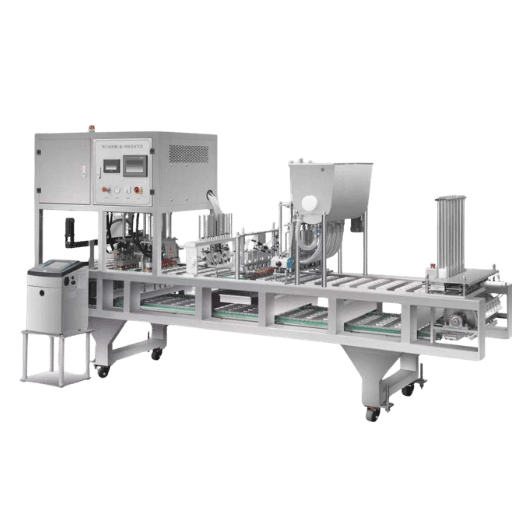
เครื่องเชิงเส้นขยายกระบวนการผ่านเลน ความยาวพิเศษอาจดูเหมือนไม่มีประสิทธิภาพบนกระดาษ แต่ช่วยให้วิศวกรเพิ่มหัวมากขึ้นการจัดการฝาที่ใหญ่ขึ้นการชั่งน้ําหนักตรวจสอบการเข้ารหัสสถานีปฏิเสธกล่องและมวย ตามกฎแล้วรูปแบบการไหลเชิงเส้นมักจะกลายเป็นสายการผลิตที่ดีที่สุดเมื่อฟิลเลอร์เป็นเพียงส่วนประกอบเดียวในระบบเครื่องบรรจุภัณฑ์ที่ใหญ่กว่า.
ข้อดีและขีดจํากัดตามเค้าโครง
| เค้าโครง | ข้อดี | ข้อจํากัด |
|---|---|---|
| โรตารี | เส้นสายตาของผู้ปฏิบัติงานคนเดียวที่กะทัดรัดและง่ายกว่า เส้นทางการถ่ายโอนสั้น เหมาะสําหรับการวิ่งขนาดเล็กถึงกลาง | การขยายตัวในอนาคตอาจถูกจํากัดด้วยขนาดตาราง จํานวนสถานี และการไหลดาวน์สตรีม |
| เชิงเส้น | ปรับขนาดผ่านเลน เพิ่มโมดูลการตรวจสอบและบรรจุภัณฑ์ได้ง่ายขึ้น เส้นทางที่แข็งแกร่งยิ่งขึ้นสําหรับเอาต์พุตปริมาณมาก | ต้องการการวางแผนสายงานมากขึ้น การกวาดล้างมากขึ้น และวินัยในการแสดงวัสดุที่แข็งแกร่งขึ้น |
การออกแบบอุปกรณ์อาหารยังมีข้อ จํากัด ด้านสุขอนามัย องค์การอาหารและยาในปัจจุบันกฎระเบียบการปฏิบัติที่ดีในการผลิตใน 21 CFR ส่วนที่ 117 นําไปใช้กับการออกแบบโรงงานการดําเนินงานสุขาภิบาลเครื่องใช้และอุปกรณ์และการควบคุมกระบวนการ เป็นผลให้การทบทวนใบเสนอราคาควรถามว่าเครื่องทั้งสองชนิดช่วยทําความสะอาดการเข้าถึงวัสดุที่สัมผัสกับผลิตภัณฑ์และการป้องกันเศษซากไม่ใช่แค่ CPM.
บันไดเอาท์พุต CPM เป็นกะ
บันไดนี้เปลี่ยนถ้วยต่อนาทีเป็นหมายเลขการวางแผน 8 ชั่วโมง แต่ไม่มีการรับประกัน เป็นหน้าจอเริ่มต้นที่เป็นประโยชน์เพราะจะระบุว่าเมื่อใดที่เครื่องโรตารี่ขนาดกะทัดรัดสามารถตอบสนองความต้องการและเมื่อเครื่องเชิงเส้นหลายเลนทําให้ RFQ เป็นธรรม.
ข้อมูลสาธารณะของ AFPAK แสดงให้เห็นถึงตัวเลือกแบบหมุน เช่น RN1S ที่ 50-70 CPM และ AF-RN120 สูงถึง 120 CPM กลุ่มผลิตภัณฑ์ยังรวมถึงอุปกรณ์กําลังที่สูงกว่า เช่น HB410 ที่ 200-400 CPM และโซลูชันการเติม K-Cup ที่กว้างขึ้นตั้งแต่ 40 ถึง 600 CPM ผู้ซื้อที่เปรียบเทียบราคาอาจต้องการอ้างอิงของ AFPAK เครื่องโรตารี่เคคัพ แผ่นเช่นเดียวกับมัน เครื่องคํานวณต้นทุนการผลิตเค-คัพ.
| ความเร็วป้ายชื่อ | ผลผลิตรวม 8 ชั่วโมง | เส้นทางใบเสนอราคาทั่วไป | สิ่งที่ต้องตรวจสอบ |
|---|---|---|---|
| 50 ซีพีเอ็ม | 24,000 ถ้วย | โรตารี่สตาร์ทหรือเซลล์ขนาดกะทัดรัด | โหลดผู้ปฏิบัติงาน, ความสูงของปึกถ้วย, การจัดการม้วนฝา |
| 70 ซีพีเอ็ม | 33,600 ถ้วย | แถบสตาร์ทแบบหมุนด้านบน | อัตราของเสียและการกําจัดขยะ |
| 120 ซีพีเอ็ม | 57,600 ถ้วย | การตรวจสอบโรตารี่ระดับไฮเอนด์ | ไม่ว่าการบรรจุกล่องหรือกล่องบรรจุจะเก็บไว้ |
| 200 ซีพีเอ็ม | 96,000 ถ้วย | เส้นการเติบโตเชิงเส้น | ความสมดุลของเลนและแผนการตรวจสอบ |
| 400 ซีพีเอ็ม | 192,000 ถ้วย | สายการผลิตเชิงเส้นปริมาณสูง | การจัดหาไนโตรเจน, ฟีดฝา, ปฏิเสธข้อมูล |
| 600 ซีพีเอ็ม | 288,000 ถ้วย | โครงการผลิตขนาดใหญ่ | การบดต้นน้ํา การชกมวยปลายน้ํา การจัดหาพนักงาน |
นับคําเป็น CPM x 60 นาที x 8 ชั่วโมง ปรับแต่งตัวเลขสําหรับการหยุดทํางานเนื่องจากการทําซ้ําของผู้ปฏิบัติงานการเติมถ้วยการทําความสะอาดการประกบฟิล์มการสุ่มตัวอย่าง QC การเขียนโปรแกรมการเปลี่ยนแปลงกะ การวางแผนโดยความพยายามสูงสุดเพียงอย่างเดียวสามารถพูดเกินจริงอย่างมากเอาท์พุตรายวัน.
รอยเท้า สาธารณูปโภค และการไหลของวัสดุ
รอยเท้าไม่เพียง แต่ความกว้างและความยาวของตัวเครื่อง ถ้าเขาโรตารีนั่งอยู่ในห้องกลมมันอาจยังต้องการพื้นที่เพื่อความปลอดภัยซ้อนถ้วยวางฝาเติมไนโตรเจนและอากาศอัดปฏิเสธดําเนินการบํารุงรักษาวางตู้ไฟฟ้าและเวทีกล่องสําเร็จรูป.
เดอะ มาตรฐานการล็อกเอาต์/แท็กเอาต์ OSHA ใช้กับการบริการและการบํารุงรักษาเฉพาะเมื่อพลังงานที่ไม่คาดคิดหรือ “พลังงานที่เก็บไว้” (รวมถึงความดันหรืออุณหภูมิ) อาจทําให้เกิดการบาดเจ็บของคนงาน ถามว่าโครงการจัดการกับจุดล็อกระหว่างการติดตั้ง การบริการ และการเปลี่ยนแปลงอย่างไร.
ตรวจสอบเค้าโครงก่อนที่คุณจะเปรียบเทียบใบเสนอราคา
- (ความปลอดภัยในระหว่างการทําความสะอาดปลายวงจรชีวิตการแลกเปลี่ยนเครื่องมือการล้างแยมและการบํารุงรักษาซีลความร้อนจะได้รับการจัดลําดับความสําคัญทันทีที่โต๊ะระเบิดสายนําร่องอย่างปลอดภัย เมื่อตรวจสอบภาพวาดระบุตําแหน่งของสถานีการเข้าถึงแผงและกิจกรรมของผู้ปฏิบัติงานอื่น ๆ ในเวลาเดียวกันยังสามารถเคลื่อนย้ายวัสดุได้อย่างปลอดภัยหรือไม่)
- ทําซ้ําการป้อนถ้วย ม้วนฝา ไนโตรเจน อากาศอัด พลังงาน และการคายประจุในรูปวาดเดียวกัน.
- ตรวจสอบให้แน่ใจว่าการใส่แผงหนีบและการเข้าถึงการบํารุงรักษาอื่น ๆ ได้รับการตรวจสอบรอบทั้งสองด้านของเครื่อง ไม่เพียงแต่ในด้านผู้ปฏิบัติงานเท่านั้น.
- ใช้เครื่องคิดเลขแบบเส้น (AFPAK's เครื่องคํานวณเวลาการเติมเต็มคําสั่งซื้อ สามารถตรวจสอบการคํานวณปริมาณประจําปีได้) เพื่อตรวจสอบสมมติฐานปริมาณรายวัน.
อนุญาตให้มีพื้นที่สําหรับถ้วยที่ถูกปฏิเสธและตัวอย่าง QC การปฏิเสธสามารถให้ข้อมูลเชิงลึกเกี่ยวกับการควบคุมกระบวนการตามปกติ.
การเปลี่ยนแปลง: K-Cup, Nespresso, Dolce Gusto และ SKU ตามฤดูกาล

ข้อผิดพลาดในการวางแผนโดยทั่วไป: การเลือกเครื่องโรตารี่ที่มีขนาดกะทัดรัดมากสําหรับห้องที่มีผู้คนหนาแน่นจากนั้นพบว่าการไหลของวัสดุมีปัญหาคอขวด กรณีย้อนกลับ: อ้างสายการส่งออกในอนาคตด้วยเครื่องเชิงเส้นโดยไม่ทราบว่าโรงงานไม่สามารถจัดฉากถ้วยเปล่าฝาปิดกล่องและกรณีสําเร็จรูปได้เพียงพอในปัจจุบัน.
การเปลี่ยนรูปแบบขึ้นอยู่กับคําว่า “เชิงเส้นตรง” หรือ “หมุน” น้อยลงและขึ้นอยู่กับการเปลี่ยนรูปแบบ K-Cup เป็น K-Cup SKU ที่คล้ายกันอาจต้องการการเปลี่ยนแปลงสูตรและฟิล์ม K-Cup เป็น Nespresso, Dolce Gusto หรือแคปซูลสไตล์ Lavazza อาจต้องใช้เครื่องมือที่แตกต่างกันการจัดการถ้วยการวางฝาพารามิเตอร์การปิดผนึกและการทดสอบการใช้งานของ AFPAK คู่มือการเลือกเครื่องเค-คัพ เพื่อวางกรอบว่ารูปแบบใดอยู่ในใบเสนอราคาเริ่มต้น.
| ประเภทการเปลี่ยนแปลง | น่าจะได้ทํางาน | หมายเหตุการวางแผน |
|---|---|---|
| การคั่วหรือส่วนผสมเปลี่ยนภายใน K-Cup เดียวกัน | สูตรอาหาร ทําความสะอาดถัง ม้วนฝา รหัสล็อต | เส้นทางที่เร็วที่สุดเมื่อรูปทรงของถ้วยและฝาปิดคงที่ |
| รูปแบบ K-Cup เป็นถ้วยอื่นที่เข้ากันได้ | การตรวจสอบเครื่องมือ สูตร การตรวจสอบซีล | ข้อมูลเมตาของ AFPAK อ้างอิงถึงการเปลี่ยนแปลงในบริบทของผลิตภัณฑ์เป็นเวลา 30 นาที ยืนยันด้วยชุดถ้วยและฝาปิดของคุณ |
| เค-คัพ ถึง เนสเพรสโซ หรือ โดลเช่ กุสโต้ | การจัดการถ้วย, เครื่องมือ, โปรไฟล์ซีล, ชุดทดสอบ | อ้างเป็นการทบทวนทางวิศวกรรม ไม่ใช่การแก้ไขสูตรเล็กๆ น้อยๆ |
“คําถามที่ปลอดภัยที่สุดในการเปลี่ยนเครื่องไม่ใช่ความเร็วของเครื่อง มันอยู่ที่ว่าถ้วยฝาตัวกรองความหนาแน่นของกาแฟและสูตรซีลใดที่ใช้เคลมความเร็ว.”
ความแม่นยําในการเติม ออกซิเจนตกค้าง และคุณภาพซีล
เค้าโครงเครื่องมีผลต่อการเข้าถึงและความเร็วแต่ความสดใหม่มาจากการควบคุมคุณภาพที่วัดได้ ขอให้ซัพพลายเออร์ทุกรายกําหนดเป้าหมายความแม่นยําในการเติมเป้าหมายออกซิเจนตกค้างช่วงอุณหภูมิการปิดผนึกช่วงความดันการปิดผนึกตรรกะการปฏิเสธและโปรโตคอลการเรียกใช้ตัวอย่าง.
ข้อมูลเมตาหน้า K-Cup สาธารณะของ AFPAK แสดงรายการความแม่นยําในการเติม +/-0.1 กรัม ออกซิเจนตกค้างน้อยกว่า 1% ช่วงอุณหภูมิการปิดผนึก 0-400 C และช่วงความดัน 0-0.8 MPa ค่าเหล่านั้นควรใช้ใน RFQ เนื่องจากการเติมกาแฟมากเกินไป ซีลอ่อน หรือออกซิเจนส่วนเกินอาจมีราคาสูงกว่าส่วนต่างเล็กน้อยในราคาเครื่องเริ่มต้น.
หมายเหตุทางวิศวกรรม: ความสดคือการทดสอบระบบ
สมาคมกาแฟพิเศษรายงานว่าการลดปริมาณออกซิเจนลงเหลือ 0.5% ในภาชนะบรรจุกาแฟสามารถเพิ่มอายุการเก็บรักษาได้ถึง 20 เท่า ในขณะที่อุณหภูมิที่เพิ่มขึ้น 10 C สามารถเพิ่มอัตราการไล่ก๊าซเป็นสองเท่า การวิจัยในบทความบรรจุภัณฑ์อาหารและอายุการเก็บรักษาปี 2024 ยังพบว่าการดูดซึมความชื้นในแคปซูลที่ย่อยสลายได้สามารถลดคุณภาพการชงกาแฟได้.
เครื่องที่เหมาะสมไม่เพียง แต่ “เชิงเส้นหรือโรตารี่.” มันเป็นกาแฟของคุณถ้วยของคุณฝาของคุณกรองของคุณการไหลของไนโตรเจนหน้าต่างประทับตราของคุณและสภาพการจัดเก็บของคุณ.
| สเปคที่จะขอ | ทําไมมันถึงสําคัญ | การกระทําของผู้ซื้อ |
|---|---|---|
| ความทนทานต่อน้ําหนักเติม | ควบคุมการแจกและความสม่ําเสมอของถ้วยต่อถ้วย | บด ย่าง และความหนาแน่นของคุณระหว่าง FAT |
| เป้าหมายออกซิเจนตกค้าง | ปกป้องสมมติฐานด้านกลิ่นหอมและอายุการเก็บรักษา | วัดหลังปิดผนึก ไม่ใช่ก่อน |
| วัสดุสัมผัสอาหาร | ถ้วย ฝาปิด กาว ซีล และชิ้นส่วนสัมผัสต้องพอดีกับกฎการสัมผัสอาหาร | รีวิว 21 ข้อกําหนดการติดต่อด้านอาหารของ CFR สําหรับบรรจุภัณฑ์และอุปกรณ์แปรรูป |
หากคุณยังคงเลือกระหว่างวัสดุถ้วยและฝาปิด ให้ตรวจสอบ AFPAK ถ้วยและฝาปิดจ่าย และ เคคัพเปล่า ก่อนที่จะเลือกร่างกายเครื่องของคุณ.
ต้นทุน แรงงาน และ ROI: การเปลี่ยนแปลงอะไรตามเค้าโครง?

คําพูดต่ําอาจมีค่าใช้จ่ายสูงหากทําให้เกิดการเติมมากเกินไปปฏิเสธถ้วยงานพิเศษซีลที่อ่อนแอหรือคอขวดในห้องแพ็คของคุณ คําพูดสูงอาจผิดได้เช่นกันหากพวกเขาซื้อสายที่มีปริมาณมากก่อนที่แบรนด์ของคุณจะยืนยันความต้องการ.
หน้ารายงานสถานะอุตสาหกรรมปี 2025 ของ PMMI สรุประบบอัตโนมัติข้อ จํากัด ด้านแรงงานห้องบรรจุที่ปราศจากผู้ปฏิบัติงานการบรรจุการตรวจสอบชิ้นส่วนบริการและธีมการบํารุงรักษาเชิงคาดการณ์ สร้าง ROI นั้น: แรงงานกําหนดเวลาหยุดทํางานการเข้าถึงบริการจํานวนแพ็คดาวน์สตรีมพร้อมกับราคาเครื่อง.
สร้างกรณี ROI สองครั้ง ขั้นแรกให้เปรียบเทียบแอปพลิเคชันของวันนี้: CPM เป้าหมายกะต่อสัปดาห์จํานวนผู้ปฏิบัติงานอัตราการปฏิเสธที่คาดหวังและการแจกกาแฟ ถัดไปเปรียบเทียบแอปพลิเคชัน 18 เดือน: SKU ใหม่เลนเพิ่มเติมการตรวจสอบการบรรจุหีบห่อและความครอบคลุมของห้องแพ็ค ทั้งสองกรณีนี้ช่วยให้เครื่องคั่วขนาดเล็กหลีกเลี่ยงการซื้อเครื่องจักรมากเกินไปและช่วยให้ผู้บรรจุหีบห่อร่วมหลีกเลี่ยงสายที่จํากัดการเติบโตหลังจากสัญญาฉบับแรก.
| ตัวแปรต้นทุน | จุดเฝ้าระวังโรตารี่ | จุดเฝ้าระวังเชิงเส้น |
|---|---|---|
| แรงงาน | สามารถทํางานได้ดีกับผู้ปฏิบัติงานที่เอาใจใส่เพียงคนเดียวที่ CPM เพียงเล็กน้อย | ต้องการแผนการจัดบุคลากรสําหรับถ้วย ฝาปิด ถังขยะ กล่อง และการไหลของเคส |
| ของเสีย | สถานีจํานวนน้อยลงสามารถรับชมได้ง่ายกว่า แต่การปฏิเสธยังคงต้องมีการติดตาม | เอาต์พุตที่สูงขึ้นจะขยายน้ําหนักการเติมหรือการดริฟท์ของซีล |
| ระบบอัตโนมัติในอนาคต | อาจต้องมีเซลล์ที่สองหากความต้องการมีมากกว่าตาราง | ง่ายต่อการติดการตรวจสอบกล่องมวยและบรรจุกรณี |
สําหรับผู้ที่ยังคงเปรียบเทียบ K-Cups กับประเภทอื่น การใช้แคปซูลของ AFPAK ใน เครื่องบรรจุฝักกาแฟ ทรัพยากรสามารถช่วยแยกกลยุทธ์ออกจากตัวเครื่องได้ .
เมทริกซ์การตัดสินใจเชิงเส้นถึงโรตารี 4 ประตู

ใช้เมทริกซ์นี้หลังจากที่คุณมีการฉายภาพปริมาณจริงแผนผังโรงงานเมทริกซ์ SKU และข้อกําหนดคุณภาพ ประตูเหล่านี้แคบเส้นทางใบเสนอราคาโดยไม่ต้องอ้างว่าเครื่องประเภทใดประเภทหนึ่งดีที่สุดเสมอ.
| ประตู | หากสิ่งนี้อธิบายบรรทัดของคุณ | เส้นทางอ้างอิง |
|---|---|---|
| ปริมาณ | ต่ํากว่า 100,000 ถ้วย/เดือน | เริ่มต้นด้วยโรตารีขนาดกะทัดรัด เว้นแต่ความซับซ้อนของ SKU จะระบุเป็นอย่างอื่น |
| ปริมาณ | 100,000-500,000 ถ้วย/เดือน | เปรียบเทียบโรตารีและเชิงเส้นกับคณิตศาสตร์กะเอาท์พุต |
| ปริมาณ | 500,000+ ถ้วย/เดือน | สร้างแบบจําลองสายการผลิตเชิงเส้นและบรรจุภัณฑ์ขั้นปลาย |
| รอยเท้า | ห้องขนาดเล็กที่มีการขยายจํากัด | จัดลําดับความสําคัญของโรตารี จากนั้นตรวจสอบการเข้าถึงบริการ |
| รอยเท้า | โถงทางเดินสายขยายได้ | พิจารณาเชิงเส้นตรงกับการตรวจสอบและการบรรจุโมดูล |
| สกู มิกซ์ | ถ้วยเดียวกันมีการเปลี่ยนแปลงการคั่ว/ผสมมากมาย | การควบคุมสูตรมีความสําคัญมากกว่าสถาปัตยกรรม |
| สกู มิกซ์ | เค-คัพ บวก เนสเพรสโซ่, โดลเช่ กุสโต้ หรือ ลาวาซซ่า | ขอเครื่องมือ สูตร และขอบเขตการดําเนินการตัวอย่าง |
| ระบบอัตโนมัติ | เติมซีลเท่านั้น | โรตารีอาจมี ROI ปีแรกที่ดีที่สุด |
| ระบบอัตโนมัติ | กรอก ตรวจสอบ กล่อง กล่อง และรหัส | โดยปกติแล้วเชิงเส้นจะง่ายต่อการบูรณาการข้ามสถานี |
หากประตูสองบานแนะนําให้หมุนและสองประตูแนะนําให้เชิงเส้นส่งตัวอย่างถ้วยตัวอย่างฝา CPM เป้าหมายปริมาณรายเดือนรายการรูปแบบวาดพื้นรายการยูทิลิตี้และเป้าหมายออกซิเจนที่เหลือให้ AFPAK เริ่มการตรวจสอบทางวิศวกรรมนั้นจาก หน้าติดต่อ.
เมทริกซ์สถานการณ์ผู้ซื้อ

เครื่องเดียวกันอาจจะดีที่สุดหรือไม่ดีที่สุดสําหรับผู้ซื้อทุกคน เมทริกซ์นี้เรียงลําดับการเปรียบเทียบเป็นประเภทคลัสเตอร์ดังนั้นเครื่องคั่วแบบพิเศษขนาดเล็กจึงไม่เลือกสเป็คของผู้บรรจุหีบห่อร่วมอื่นโดยไม่ได้ตั้งใจ.
| ประเภทผู้ซื้อ | น่าจะต้องการ | ความเอนเอียงของเค้าโครง | หลักฐาน RFQ |
|---|---|---|---|
| เครื่องคั่วเริ่มต้น | ชุดเล็กและการควบคุมเงินสด | โรตารี | ตัวอย่างถ้วย/ฝาและเล่มแรก 12 เดือน |
| เครื่องคั่วแบบพิเศษ | การผสมผสานและการกล่าวอ้างความสดบ่อยครั้ง | โรตารีหรือเส้นตรงขนาดกะทัดรัด | แผนการทดสอบอายุการเก็บรักษาออกซิเจนและประสาทสัมผัสที่ตกค้าง |
| แบรนด์ DTC ที่เกิดขึ้นใหม่ | การเปิดตัวที่รวดเร็ว จํานวน SKU ที่ควบคุม และการสุ่มตัวอย่างอย่างรวดเร็ว | โรตารีก่อน จากนั้นจึงทบทวนการขยาย | ปฏิทินการเปิดตัว ขนาดล็อตตัวอย่าง และช่วงความต้องการปีแรก |
| แบรนด์ฉลากส่วนตัว | SKU หลายรายการและกําหนดเวลาของผู้ค้าปลีก | เชิงเส้นหากรวมการบรรจุขั้นปลายด้วย | ปฏิทิน SKU และรูปแบบกล่อง/กล่อง |
| แบรนด์ร้านขายของชําในภูมิภาค | จัดเก็บการเปิดตัวโดยมีปริมาณคงที่แต่ไม่ใช่ระดับประเทศ | เปรียบเทียบโรตารีและเชิงเส้นขนาดกะทัดรัด | การคาดการณ์คําสั่งซื้อรายสัปดาห์และรูปแบบแพ็คเคส |
| R&D หรือห้องปฏิบัติการนําร่อง | การทดสอบรูปแบบก่อนการซื้อทุน | เซลล์ทดลองโรตารีหรือระยะกึ่งอัตโนมัติ | เมทริกซ์ทดสอบ จํานวนตัวอย่าง และเกณฑ์ผ่าน/ไม่ผ่าน |
| ผู้ร่วมแพ็คเกอร์ | เวลาทํางานสูงและแลกเปลี่ยนลูกค้าอย่างรวดเร็ว | เซลล์โรตารีเชิงเส้นหรือหลายเซลล์ | การเปลี่ยนแปลง SOP และแผนเครื่องมือสํารอง |
| ผู้จัดจําหน่ายแคปซูลหลายรูปแบบ | โครงการ K-Cup, Nespresso, Dolce Gusto หรือ Lavazza | สถาปัตยกรรมขึ้นอยู่กับกลยุทธ์การใช้เครื่องมือ | รายการรูปแบบ เป้าหมายการเปลี่ยนเครื่องมือ และการแยกการทําความสะอาด |
| ผู้ผลิตโปรโมชั่นตามฤดูกาล | การวิ่งระยะสั้น ความกดดันด้านกําหนดเวลา และการเปลี่ยนแปลงงานศิลปะ | เซลล์เชิงเส้นแบบโรตารี่หรือแบบยืดหยุ่น | ปฏิทินโปรโมชั่น แผนอาร์ตเวิร์คฝา และขั้นตอนการเปลี่ยน |
| ซีพีจีอุตสาหกรรม | ผลผลิตสูงพร้อมข้อมูลการตรวจสอบ | เชิงเส้น | เกณฑ์การยอมรับ FAT และความต้องการในการส่งออกข้อมูล |
กรณีขอบสองต้องการความสนใจเป็นพิเศษ เครื่องคั่วแบบพิเศษที่เติบโตอย่างรวดเร็วอาจดูเหมือนต้องการโรตารี่ในวันนี้แต่จะต้องปรับขนาดเชิงเส้นภายใน 12-18 เดือนหากมีการใช้งานขายส่งหรือคลับสโตร์ ผู้ซื้ออุตสาหกรรมอาจดูเหมือนต้องการเชิงเส้นแต่เลือกกลุ่มของเส้นโรตารี่หลายเส้นเมื่อลูกค้าที่แตกต่างกันต้องการรูปแบบแคปซูลส่วนผสมหรือการควบคุมสารก่อภูมิแพ้หลายรูปแบบ อย่าแนะนํา RFQ ทุกตัวให้เป็นโซลูชันเครื่องเดียว อ้างทั้งเซลล์ระยะใกล้และขั้นตอนการขยายถัดไปจากนั้นเปรียบเทียบแผนการผลิตทั้งหมด.
การเลือกเครื่องบรรจุ K-Cup ในปี 2569 มีการเปลี่ยนแปลงอะไรบ้าง?
ในปี 2569 RFQ ของคุณควรรวมความต้องการระบบอัตโนมัติวัสดุการตรวจสอบการสัมผัสอาหารและการตรวจสอบความสด NCA รายงานในเดือนเมษายน 2568 ว่าผู้ใหญ่ชาวอเมริกัน 66% ดื่มกาแฟทุกวัน 71% ของผู้ดื่มกาแฟในอดีตเตรียมกาแฟที่บ้านเท่านั้นและ 42% ของครัวเรือนชาวอเมริกันมีผู้ผลิตเบียร์ถ้วยเดียว ความต้องการสูงทําให้บรรจุภัณฑ์แบบเสิร์ฟเดี่ยวมีความเกี่ยวข้องแต่ไม่ได้ขจัดความจําเป็นในการปรับขนาดเครื่องจักรอย่างระมัดระวัง.
วัสดุแคปซูลก็มีการเปลี่ยนแปลงเช่นกัน ข้อเสนอแคปซูลที่ย่อยสลายได้อาจต้องใช้หน้าต่างปิดผนึกและการทดสอบสิ่งกีดขวางความชื้นที่แตกต่างจากถ้วยแบบดั้งเดิม. ISO 22000 กําหนดเกณฑ์สําหรับระบบการจัดการความปลอดภัยของอาหารตลอดห่วงโซ่อาหาร ซึ่งเกี่ยวข้องเมื่อผู้ซื้อประกอบเอกสารชุดซัพพลายเออร์.
ไฟล์หลักฐานโครงการ: สิ่งที่ต้องขอก่อนใบสั่งซื้อ
ใบเสนอราคาแบบโรตารี่เทียบกับเชิงเส้นควรทิ้งไฟล์หลักฐานโครงการขนาดเล็กไม่ใช่แค่แผ่นราคา ขอการคํานวณปริมาณงานพื้นฐานไทม์ไลน์ตัวอย่างวิ่งสมมติฐานการติดตั้งเป้าหมายอัตราการปฏิเสธและเส้นทางการสนับสนุน 24 ชั่วโมงก่อนที่จะล็อคการตัดสินใจ รายการเหล่านั้นทําให้การเปรียบเทียบมีประโยชน์หลังจากวัน FAT แรกเมื่อผู้จัดการสายจัดการกับถ้วยฝาไนโตรเจนกล่องและผู้ประกอบการมากกว่าภาษาการขาย.
| คําร้องขอหลักฐาน | เลนส์มาตรฐานหรือรหัส | หลักฐานโครงการที่จะขอ |
|---|---|---|
| การตรวจสอบการเข้าถึงสุขาภิบาล | 21 ภาษาการทําความสะอาด CFR ส่วนที่ 117 และ CFR ส่วนที่ 117 | จุดเชื่อมต่อที่มีเครื่องหมายรูปถ่าย ขีดจํากัดการชะล้าง และแผนบันทึกการทําความสะอาด 12 เดือน |
| ไฟล์วัสดุสัมผัสอาหาร | 21 CFR ส่วนที่ 174 และ CFR ส่วนที่ 174 รีวิวซัพพลายเออร์ | หลักฐานถ้วย ฝา กาว และส่วนที่สัมผัสซึ่งเชื่อมโยงกับตัวอย่างโครงการจริง |
| การไหลของบันทึกความปลอดภัยของอาหาร | บันทึกความรับผิดชอบ ISO 22000 และ ISO | ใครเป็นผู้บันทึกอัตราการปฏิเสธ ใครลงนามในเอกสาร FAT และใครเป็นเจ้าของข้อมูลพื้นฐานหลังการติดตั้ง |
| การเข้าถึงการบํารุงรักษาและพลังงานที่สะสม | OSHA 1910.147 และการวางแผนล็อกเอาต์ OSHA | จุดล็อก บันไดระบายแรงดัน การเข้าถึงของเจ้าหน้าที่รักษาความปลอดภัย และไทม์ไลน์การฝึกอบรมผู้ปฏิบัติงาน 8 ชั่วโมง |
| แพคเกจการยอมรับไขมัน | บันทึก ISO 22000 พร้อมบันทึกการทําความสะอาด CFR ส่วนที่ 117 จํานวน 21 รายการ | พื้นฐานปริมาณงาน จํานวนตัวอย่าง ขีดจํากัดอัตราการปฏิเสธ และสมมติฐานอะไหล่ 2 ปี |
| ยูทิลิตี้และการเปิดตัวเค้าโครง | การตรวจสอบการเข้าถึง OSHA พร้อมบันทึกเค้าโครงโรงงาน CFR ส่วนที่ 117 | ค่า 5 kW, 7.5 kW, 50 Hz, 60 Hz, 100 มม., 150 มม. และ 200 มม. ยืนยันเทียบกับภาพวาดสุดท้าย |
สําหรับการซื้อในปี 2569 ให้ขอสามสิ่งเป็นลายลักษณ์อักษร: แผนการดําเนินการตัวอย่างเกณฑ์การยอมรับและแผนการสนับสนุนหลังการติดตั้ง บางครั้งเครื่องที่มีปริมาณงานช้าลงเล็กน้อยแต่มีความแม่นยําในการเติมคุณภาพการปิดผนึกการฝึกอบรมและอะไหล่ที่ดีกว่าใบเสนอราคาที่เร็วขึ้นซึ่งจะทําให้ผู้ซื้อต้องรับมือกับความเสี่ยงเหล่านั้นเพียงอย่างเดียว.
แพ็กเก็ต RFQ: อินพุต 10 ช่องที่ป้องกันการเสนอราคาผิด
ซัพพลายเออร์สามารถเสนอราคาอุปกรณ์ที่คุณระบุเท่านั้น หากบันทึก RFQ ของคุณ “ฟิลเลอร์เคคัพ, ความเร็วสูง, ราคาต่ําสุด,” ใบเสนอราคาจะมีสมมติฐานมากเกินไป หาก RFQ ของคุณให้ตัวอย่างปริมาณงานเป้าหมายและเกณฑ์การยอมรับซัพพลายเออร์สามารถปรับขนาดเครื่องโรตารี่หรือเครื่องเชิงเส้นสําหรับโครงการจริง ความสามารถในการปรับขนาดกลายเป็นคําถามเกี่ยวกับการออกแบบไม่ใช่วลีทางการตลาด.
| อินพุต | เหตุใด AFPAK จึงต้องการมัน |
|---|---|
| ตัวอย่างถ้วยและฝา | ยืนยันการปฏิเสธ การหยิบฝา โปรไฟล์ซีล และความพอดีของเครื่องมือ. |
| CPM เป้าหมายและปริมาณรายเดือน | แยกความต้องการโรตารี่สตาร์ทเตอร์ออกจากระบบอัตโนมัติระดับสาย. |
| ความหนาแน่นของกาแฟและการบด | ปกป้องความแม่นยําในการจ่ายยาและพฤติกรรมของฮอปเปอร์ระหว่างการทดลอง. |
| เป้าหมายออกซิเจนตกค้าง | เปลี่ยนความสดใหม่ให้เป็นเกณฑ์การยอมรับที่วัดได้. |
| การเขียนแบบพื้นและสาธารณูปโภค | แสดงให้เห็นว่าคอขวดที่แท้จริงคือพื้นที่ อากาศ ไนโตรเจน พลังงาน หรือการไหลของสินค้าสําเร็จรูป. |
เพิ่มแผ่นวัดหนึ่งแผ่นลงใน RFQ ค่าด้านล่างไม่ใช่ขีดจํากัดของเครื่องจักรสากล เป็นอินพุตฝั่งผู้ซื้อที่ทําให้เครื่องมือ ตัวป้องกัน สายพานลําเลียง และตัวอย่างทํางานจากการอ้างอิงบนสมมติฐาน.
| การวัด | ส่งเป็นค่าที่วัดได้ | อ้างความเสี่ยงมันลดลง |
|---|---|---|
| เรขาคณิตของถ้วย | การอ่านค่าขอบ ฐาน และความสูง เช่น 51 มม., 37 มม. และ 44 มม | หลีกเลี่ยงตัวดีเนสเตอร์และเครื่องมือไม่ตรงกัน |
| สต็อกฝา | ความหนาม้วนจริงหรือไดคัท เช่น 0.08 มม., 0.12 มม. หรือ 0.18 มม | ปกป้องตัวเลือกการรับ การจัดวาง และการปิดผนึก |
| ปริมาณกาแฟ | เป้าหมายและความทนทาน เขียนเป็น 0.008 กก., 0.010 กก. หรือ 0.012 กก. ต่อถ้วย หากมี | ช่วยให้สว่าน ฮอปเปอร์ และเช็ควัชน้ําหนักมีความสมจริง |
| เป้าหมายความสด | จุดผ่านออกซิเจนตกค้าง เช่น 0.5%, 1% และ 2% | เปลี่ยนไนโตรเจนและการปิดผนึกให้เป็นเกณฑ์การยอมรับ |
| หน้าต่างทดลองซีล | อุณหภูมิทดลอง เช่น 160°C, 180°C, 200°C และ 220°C | ป้องกันไม่ให้ชุดโบรชัวร์หนึ่งชุดขับเคลื่อนใบเสนอราคา |
| การเข้าถึงห้องพัก | ทางเดินของผู้ปฏิบัติงาน ด้านบริการ และช่องทางแสดงละคร เช่น 0.8 ม., 1.0 ม. และ 2.0 ม | แสดงให้เห็นว่าความกะทัดรัดแบบหมุนหรือการเข้าถึงเชิงเส้นมีความสําคัญมากกว่าหรือไม่ |
| โหลดไฟฟ้า | ค่าการวางแผนโหลดที่ติดตั้ง เช่น 3 kW, 5 kW หรือ 7.5 kW จนกว่าแบบร่างสุดท้ายจะยืนยันหมายเลข | แผงธง ยูทิลิตี้ และสิ่งอํานวยความสะดวกทํางานเร็ว |
| สภาพกาแฟ | การอ่านค่าความชื้นหรือแถบทดสอบ เช่น 2%, 3% และ 4% | ช่วยอธิบายพฤติกรรมการจ่ายและการไหลระหว่าง FAT |
| เรขาคณิตบรรจุออก | ระยะห่างของกล่อง ถาด หรือสายพานลําเลียง เช่น 100 มม., 150 มม. และ 200 มม | ช่วยให้การบรรจุขั้นปลายน้ําไม่เกิดขึ้นในภายหลัง |
คําถามที่พบบ่อย
ข้อเสียของเครื่องโรตารี่คืออะไร?
ขีดจํากัดของโรตารี
การขยายตัวอาจยากขึ้นหลังจากตารางการนับสถานีหรือเส้นทางการบรรจุปลายน้ําเต็ม การเข้าถึงยังต้องมีการตรวจสอบอย่างรอบคอบเนื่องจากฟังก์ชั่นจํานวนมากตั้งอยู่ใกล้กัน.
เครื่องบรรจุเชิงเส้นง่ายต่อการบํารุงรักษาหรือใช้งานหรือไม่?
หมายเหตุการบํารุงรักษา
เครื่องเชิงเส้นมักจะให้การเข้าถึงสถานีมากขึ้นซึ่งสามารถช่วยบํารุงรักษาได้ การทํางานอาจมีความต้องการมากขึ้นหากสายมีหลายเลนสถานีตรวจสอบและโมดูลปลายน้ํา ทีมบํารุงรักษาควรตรวจสอบการเข้าถึงยามจุดล็อครถเข็นเครื่องมือและการจัดเก็บชิ้นส่วนอะไหล่ก่อนที่จะตัดสินใจว่าสายที่ยาวขึ้นจะง่ายขึ้นโดยอัตโนมัติ.
แบบโรตารี่หรือแบบเส้นตรงดีกว่าสําหรับเครื่องคั่วกาแฟขนาดเล็กหรือไม่?
เครื่องคั่วขนาดเล็กคําตอบ
โรตารีมักจะเป็นเส้นทางใบเสนอราคาแรกสําหรับผู้คั่วขนาดเล็กเพราะสามารถพอดีกับห้องขนาดกะทัดรัดและผลผลิตเจียมเนื้อเจียมตัว เชิงเส้นยังคงสามารถขวาถ้าคั่วอยู่แล้วมีความต้องการรายเดือนสูงหรือหลายความต้องการบรรจุภัณฑ์ปลายน้ํา.
เครื่องใดดีกว่าสําหรับผู้บรรจุหีบห่อร่วมปริมาณมาก?
คําตอบของผู้ร่วมแพ็คเกอร์
สําหรับ co-packers ที่มีปริมาณมากเครื่องเชิงเส้นหรือเซลล์ที่มีการประสานงานหลายเซลล์มักจะสมควรได้รับการตรวจสอบเนื่องจากการนับเลนการตรวจสอบการบรรจุกล่องและการชกมวยสามารถมีความสําคัญมากกว่าฟิลเลอร์เพียงอย่างเดียว ใบเสนอราคาที่ดีที่สุดควรรวมถึงการเปลี่ยนแปลง SOPs เครื่องมือสํารองปฏิเสธข้อมูลและการเข้าถึงบริการ Co-packers ขายเวลาทํางานดังนั้นฟิลเลอร์จะต้องพอดีกับปฏิทินบรรจุภัณฑ์ทั้งหมด.
ฉันควรวางแผนพื้นที่เท่าใดก่อนที่จะขอใบเสนอราคา?
คําตอบเค้าโครง
ส่งภาพวาดพื้นที่มีขนาดห้อง, ทางเข้าประตู, สาธารณูปโภค, การจัดฉากถ้วยและฝา, การเข้าถึงการบํารุงรักษา, การจัดการปฏิเสธและการไหลของสินค้าสําเร็จรูป มิติเครื่องเพียงอย่างเดียวไม่เพียงพอ.
เค้าโครงเครื่องส่งผลต่อออกซิเจนตกค้างหรือคุณภาพซีลหรือไม่?
คําตอบที่มีคุณภาพ
เค้าโครงมีผลต่อการเข้าถึงที่อยู่อาศัยระยะห่างของสถานีและตัวเลือกการตรวจสอบ ออกซิเจนที่เหลือจริงและคุณภาพซีลขึ้นอยู่กับการไหลของไนโตรเจนวัสดุถ้วยและฝาปิดความหนาแน่นของกาแฟอุณหภูมิการปิดผนึกความดันและการตรวจสอบความถูกต้องของตัวอย่าง - วิ่ง รักษาออกซิเจนที่เหลือและความแข็งแรงของซีลเป็นเกณฑ์การยอมรับจากนั้นขอให้ซัพพลายเออร์พิสูจน์ด้วยตัวอย่างของคุณแทนที่จะเรียกใช้โบรชัวร์ทั่วไป.
เครื่อง AFPAK หนึ่งเครื่องสามารถใช้งานแคปซูล K-Cup และ Nespresso ได้หรือไม่?
คําตอบรูปแบบ
AFPAK แสดงรายการ K-Cup, Nespresso, Dolce Gusto และ Lavazza ในประเภทแคปซูลที่รองรับในหน้าผลิตภัณฑ์สาธารณะ แพ็คเกจเครื่องมือ ขนาดถ้วย วัสดุฝา และขอบเขตการเปลี่ยนแปลงจะกําหนดว่าโครงการหนึ่งสามารถรองรับได้หลายรูปแบบหรือไม่.
ฉันควรส่งข้อมูลอะไรให้ AFPAK ก่อนที่จะขอเค้าโครง?
คําตอบ RFQ
ส่ง CPM เป้าหมายปริมาณรายเดือนตัวอย่างถ้วยและฝาปิดความหนาแน่นของกาแฟรายการรูปแบบออกซิเจนตกค้างที่ต้องการเป้าหมายความแม่นยําในการเติมแผนชั้นที่มีอยู่สาธารณูปโภคความต้องการบรรจุภัณฑ์ปลายน้ําและความคาดหวังการสนับสนุนในท้องถิ่น เพิ่มปริมาณ SKU 12 เดือนแรกหากคุณมี ไฟล์เดียวช่วยแยกเครื่องเริ่มต้นออกจากสายที่สร้างขึ้นสําหรับขั้นตอนต่อไป.
พร้อมที่จะเปรียบเทียบเค้าโครงจริงแล้วหรือยัง?
ส่งตัวอย่างถ้วย ตัวอย่างฝา CPM เป้าหมาย แผนผังชั้น รายการ SKU ความสดที่ต้องการ และความต้องการการฝึกอบรมผู้ปฏิบัติงาน AFPAK การตรวจสอบทางวิศวกรรมสามารถหมุนกับคําพูดเชิงเส้นเทียบกับความต้องการที่แท้จริงของคุณ.
คู่มือนี้ถูกสร้างขึ้นมาอย่างไร
ไพรเมอร์นี้ขยายหน้าเปรียบเทียบ AFPAK ไปสู่เส้นทางการซื้อในปัจจุบัน ข้อมูลจําเพาะของ AFPAK สาธารณะถูกรวมเข้าไว้เฉพาะในกรณีที่ในหน้าแหล่งที่มาพอดี แหล่งข้อมูลภายนอกที่อ้างถึง ได้แก่ ความปลอดภัยของอาหารแนวโน้มเครื่องจักรบรรจุภัณฑ์ความสดของกาแฟคําแนะนําในการสัมผัสอาหารและความปลอดภัยในการบํารุงรักษา.
ข้อมูลอ้างอิงและแหล่งที่มา
- 21 CFR ส่วนที่ 117 ประมวลกฎหมายรัฐบาลกลาง
- OSHA 1910.147 การล็อกเอาต์/แท็กเอาต์ การบริหารความปลอดภัยและสุขภาพ
- การรักษาความสดใหม่: การแข่งขันกับเวลา สมาคมกาแฟพิเศษ
- การดูดซึมความชื้นระหว่างการเก็บรักษากาแฟบรรจุในแคปซูลที่ย่อยสลายได้. บรรจุภัณฑ์อาหารและอายุการเก็บรักษา, 2024.
- 21 CFR ตอนที่ 174 วัตถุเจือปนอาหารทางอ้อม: ทั่วไป. รหัสอิเล็กทรอนิกส์ของกฎระเบียบของรัฐบาลกลาง.
- สถานะของอุตสาหกรรม 2025. พีเอ็มเอ็มไอ.
- ชาวอเมริกันดื่มกาแฟในแต่ละวันมากกว่าเครื่องดื่มอื่นๆ. สมาคมกาแฟแห่งชาติ, 2568.
- ISO 22000 การจัดการความปลอดภัยด้านอาหาร. องค์การระหว่างประเทศเพื่อการมาตรฐาน.